Mold Parts Processing Procedures
A comprehensive guide to formulating effective manufacturing processes for precision mold components, where understanding the molding meaning is fundamental to achieving optimal results.
Table of Contents
The formulation of mold parts processing procedures, tied to moulding definition, is a systematic engineering that requires comprehensive consideration of various factors to ensure the final product meets design requirements. Understanding the molding meaning in each stage is crucial for developing effective manufacturing strategies.
The fundamental principles include ensuring product quality, improving production efficiency, reducing manufacturing costs, and ensuring operational safety. These principles guide every decision in the process development, from material selection to final inspection.
The basic steps form a logical sequence that transforms raw materials into finished mold components through a series of controlled operations. Each step builds upon the previous one, with careful consideration of how each operation affects subsequent processes. Recognizing the molding meaning behind each step ensures that the entire process works harmoniously to produce high-quality mold parts.
Core Principles in Detail
- Quality Assurance: The primary principle ensuring that each processed part meets design specifications and performance requirements.
- Production Efficiency: Optimizing workflow to minimize production time while maintaining quality standards.
- Cost-effectiveness: Balancing quality requirements with production costs through optimal process selection.
- Safety: Implementing processes that prioritize operator safety and equipment protection.
- Technological Feasibility: Selecting processes that can be realistically implemented with available equipment and expertise.
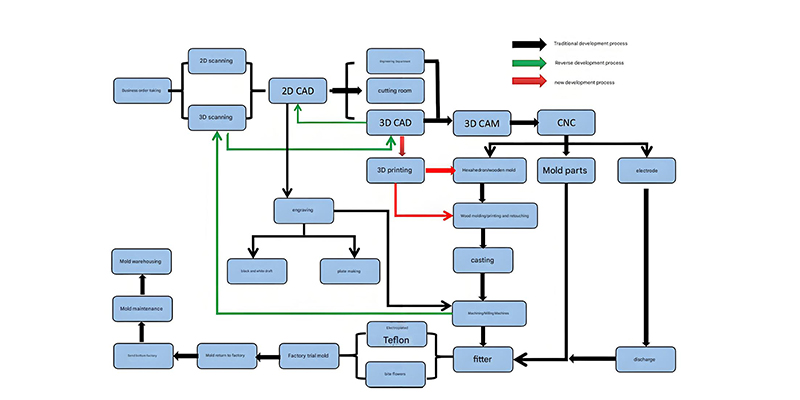
Figure 1: Schematic representation of mold parts processing workflow
A processing procedure is a technical document that specifies the sequence of operations, equipment, tools, and technical parameters required to transform a raw material into a finished part. It serves as a guide for production personnel and ensures consistency across manufacturing batches. Understanding the molding meaning within this framework helps operators recognize how each operation contributes to the final product's functionality.
For mold parts, processing procedures are particularly critical due to their high precision requirements and complex geometries. These documents must account for the unique characteristics of mold materials, which often include high-strength alloys and tool steels that require specialized machining techniques.
The processing procedure serves multiple functions: it ensures quality consistency, provides a basis for production planning, facilitates process optimization, and acts as a training document for new personnel. It must be comprehensive enough to guide production while remaining flexible to accommodate minor adjustments based on real-time production conditions.
Key components of a processing procedure include: part drawings with specifications, blank information, processing steps in sequence, equipment requirements, tooling specifications, cutting parameters, inspection requirements, and safety notes. Each component plays a vital role in ensuring that the final product meets design intent. Recognizing the molding meaning behind each specification helps maintain focus on the part's intended function throughout the manufacturing process.
Types of Processing Procedures
- Process route (master procedure)
- Operational procedure (detailed for each step)
- Setup procedure (for equipment preparation)
- Inspection procedure (quality control checkpoints)
Characteristics of Effective Procedures
- Technically advanced and feasible
- Economically optimal
- Clear and easy to understand
- Complete and comprehensive
- Flexible for process improvement
Formulating processing procedures is a systematic process that requires technical expertise and practical manufacturing experience. The process begins with a thorough analysis of design requirements and ends with a validated procedure that consistently produces quality parts. Throughout this development, understanding the molding meaning ensures that the procedure addresses both the form and function of the final component.
The formulation process typically involves several key stages, starting with design analysis and proceeding through process planning, operation detailing, and validation. Each stage builds upon the previous one, with feedback loops allowing for refinement as more information becomes available.
Stages in Formulating Processing Procedures
Design and Requirement Analysis
Thoroughly review part drawings, material specifications, and functional requirements to understand the component's purpose and critical features.
Process Feasibility Study
Evaluate potential manufacturing methods based on part complexity, material properties, and production volume.
Blank Selection and Preparation
Determine the appropriate raw material form and initial preparation requirements.
Processing Route Planning
Develop the sequence of operations that will transform the blank into the finished part.
Operation Detail Specification
Define equipment, tools, parameters, and inspection criteria for each operation.
Procedure Validation and Optimization
Test the procedure, collect data, and make improvements based on results and feedback.
Effective procedure formulation requires collaboration between design engineers, manufacturing engineers, and production personnel. This interdisciplinary approach ensures that the procedure is both technically sound and practically implementable. The molding meaning must be communicated across all disciplines to maintain alignment on the part's intended function and performance requirements.
Modern approaches often incorporate computer-aided process planning (CAPP) systems to assist in developing procedures. These systems can help optimize sequences, select appropriate parameters, and ensure consistency across similar parts. However, human expertise remains essential for making judgment calls that balance technical requirements with practical manufacturing considerations.
Process analysis, key in plastics injection molding, is a critical preliminary step in developing mold parts processing procedures. It involves a comprehensive examination of the part design, material properties, and functional requirements to determine the most appropriate manufacturing approach. This analysis must consider the molding meaning of each feature to ensure that processing methods preserve the part's intended functionality.
Effective process analysis forms the foundation for all subsequent decisions in the manufacturing process. It identifies potential challenges and opportunities for optimization, ultimately leading to more efficient production and higher quality parts.
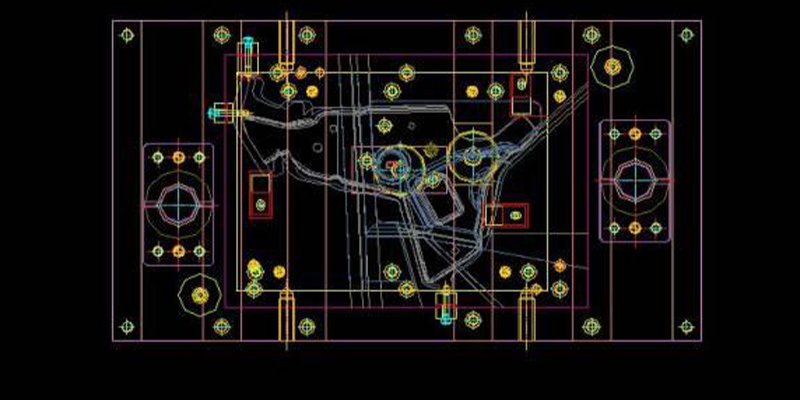
Figure 2: Process analysis of mold components using CAD software and technical drawings
Key Elements of Process Analysis
Design Analysis
- Geometric features and complexity
- Dimensional accuracy requirements
- Surface finish specifications
- Material selection and properties
- Critical functional features
Manufacturability Assessment
- Accessibility of features for machining
- Potential for workpiece deformation
- Tooling requirements and availability
- Inspection feasibility
- Production volume considerations
During design analysis, special attention is paid to identifying critical features that directly affect the mold's performance. These may include mating surfaces, guide elements, cavity surfaces, and mounting features. The analysis must consider how each feature contributes to the overall molding meaning of the component within the complete mold assembly.
Material analysis is another crucial aspect, as different materials require different processing approaches. For example, high-carbon tool steels may require specific heat treatment sequences, while aluminum alloys might allow for faster machining speeds. The material's response to various manufacturing processes must be understood to avoid defects and ensure proper performance.
Tolerance analysis helps determine the appropriate processing methods for achieving required dimensional accuracies. Features with tight tolerances may require more precise machining operations or additional finishing steps. This analysis must balance manufacturing capabilities with functional requirements to avoid unnecessarily expensive processing approaches.
The output of process analysis typically includes a list of critical features, recommended processing approaches, potential manufacturing challenges, and quality control points. This information guides the subsequent steps in developing the complete processing procedure, ensuring that all technical requirements are addressed in a cost-effective manner that preserves the part's molding meaning.
The selection of appropriate blanks and datums forms the foundation for successful mold part manufacturing in plastic molding manufacturing. These decisions significantly impact processing efficiency, dimensional accuracy, and ultimately, the performance of the finished mold. Understanding how these choices relate to the molding meaning of the part ensures that the selected blanks and datums support the component's intended function.
3.1 Mold Parts Blank
The blank, or raw material form, is the starting point for all manufacturing operations. Selecting the right blank minimizes material waste, reduces processing time, and improves dimensional control. The choice depends on factors such as part geometry, material properties, production volume, and cost considerations, all viewed through the lens of the part's molding meaning.
| Blank Type | Characteristics | Typical Applications |
|---|---|---|
| Hot-rolled steel | Economical, moderate surface quality, higher dimensional tolerance | Non-critical structural components |
| Cold-rolled steel | Better surface finish, tighter tolerances, work-hardened | Parts requiring good surface quality |
| Forgings | Improved material structure, higher strength, near-net shape possible | High-stress components like mold bases |
| Castings | Complex shapes, good dimensional accuracy, various material options | Irregularly shaped components |
| Extrusions | Constant cross-section, good surface finish, efficient material usage | Linear components with uniform cross-section |
Blank size determination is equally important, requiring careful calculation of machining allowances for each surface. The goal is to provide sufficient material for all machining operations while minimizing waste. This balance directly affects production costs and efficiency.
For high-precision mold components, pre-processing of blanks may be necessary. This can include stress-relief heat treatments to prevent deformation during machining, or rough cutting to approximate shapes before final processing. These steps contribute to more stable dimensions in the finished part, preserving its molding meaning through accurate manufacturing.
3.2 Mold Parts Datum
Datums are reference points, lines, or planes used to establish the position and orientation of part features during manufacturing and inspection. Proper datum selection is critical for ensuring dimensional accuracy and interchangeability of parts. The datum system must be chosen to reflect the part's functional relationships within the mold assembly, directly relating to its molding meaning.
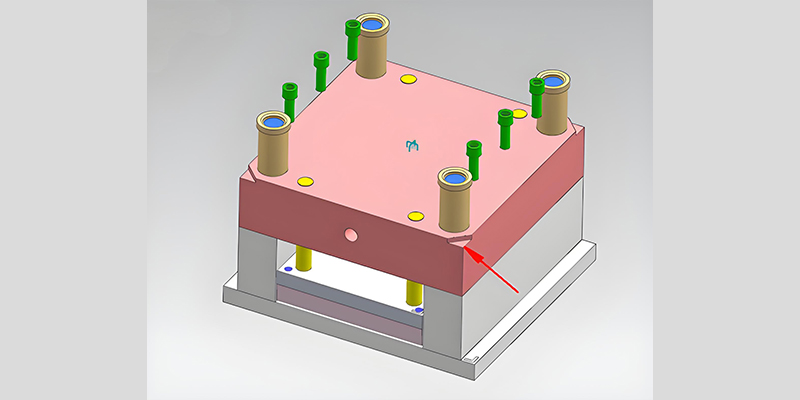
Figure 3: Datum reference system showing primary, secondary, and tertiary datums on a mold part
Types of Datums
Primary Datum
The main reference surface that constrains three degrees of freedom, establishing the primary orientation of the part.
Secondary Datum
A reference surface perpendicular to the primary datum, constraining two additional degrees of freedom.
Tertiary Datum
A reference surface perpendicular to both primary and secondary datums, constraining the final degree of freedom.
Effective datum selection follows several principles: datums should correspond to functional surfaces, be accessible during manufacturing and inspection, provide sufficient stability for clamping, and minimize accumulation of tolerances. When datums align with how the part functions in the final assembly, they better preserve the molding meaning through accurate manufacturing.
In mold manufacturing, datum features are often machined early in the process to establish a reliable reference framework for subsequent operations. This "datum first" approach ensures that all critical features are positioned relative to a consistent reference system, improving overall dimensional accuracy and reducing the likelihood of assembly issues.
Processing route planning involves determining the optimal sequence of operations in injection molding processing to transform a blank into a finished mold part. This sequence must consider material properties, part geometry, accuracy requirements, and production efficiency. The route should be designed to progressively refine the part while maintaining dimensional control, all while preserving the molding meaning of each feature.
4.1 Surface Processing Methods Selection
Selecting appropriate surface processing methods depends on material type, required surface finish, dimensional accuracy, and functional requirements. Each surface on a mold part may require different processing based on its role in the final component. Understanding the molding meaning of each surface helps determine the appropriate processing method to achieve required performance characteristics.
| Processing Method | Typical Accuracy (mm) | Surface Finish (Ra, μm) | Common Applications |
|---|---|---|---|
| Rough turning/milling | ±0.1 to ±0.5 | 12.5 to 3.2 | Removing large material volumes |
| Finish turning/milling | ±0.01 to ±0.1 | 3.2 to 0.8 | General surfaces and features |
| Grinding | ±0.001 to ±0.01 | 0.8 to 0.025 | Precision surfaces, bearing surfaces |
| Honing | ±0.0005 to ±0.005 | 0.1 to 0.008 | Cylinder bores, high-precision holes |
| Electrical discharge machining (EDM) | ±0.001 to ±0.01 | 0.8 to 0.1 | Complex shapes, hard materials |
| Polishing | ±0.0001 to ±0.001 | 0.05 to 0.008 | Cavity surfaces, optical finishes |
The selection process must balance technical requirements with economic considerations. Higher precision and better surface finish generally increase processing costs, so these should only be specified when required by the part's function. The molding meaning of each surface guides this decision, ensuring that critical surfaces receive appropriate processing while non-critical surfaces are processed economically.
4.2 Processing Stage Division
Complex mold parts typically require division into processing stages, each with specific objectives. This staged approach allows for better control of dimensional accuracy, improved efficiency, and effective management of material properties throughout the manufacturing process. Each stage builds upon the previous one, gradually transforming the blank into a finished part while maintaining focus on the part's molding meaning.
Roughing Stage
Primary objectives:
- Remove most of the excess material
- Establish basic part shape
- Prepare for subsequent processing stages
- Minimize processing time
Key considerations:
High material removal rates, adequate clamping, heat generation control
Semi-finishing Stage
Primary objectives:
- Refine part geometry
- Bring dimensions close to final specifications
- Prepare surfaces for finishing operations
- Create reference surfaces for final processing
Key considerations:
Balanced material removal and accuracy, surface quality preparation
Heat Treatment Stage
Primary objectives:
- Improve material hardness and strength
- Relieve internal stresses
- Enhance wear resistance
- Optimize material properties for service conditions
Key considerations:
Distortion control, proper cooling, surface protection
Finishing Stage
Primary objectives:
- Achieve final dimensional accuracy
- Produce required surface finish
- Ensure all functional requirements are met
- Prepare part for assembly
Key considerations:
Precision control, minimal material removal, surface protection
The transition between stages often includes inspection points to verify that each stage's objectives have been met before proceeding. This quality gate approach prevents costly rework and ensures that problems are addressed early in the process. Proper stage division also allows for efficient scheduling and resource allocation in production environments, ensuring that each part's molding meaning is preserved through controlled manufacturing.
4.3 Operation Division and Sequencing
Dividing the manufacturing process into individual operations and determining their optimal sequence is critical for efficiency and quality. The sequence must follow logical manufacturing principles while considering the part's specific requirements. Proper sequencing ensures that each operation can be performed effectively without damaging previously machined surfaces or features, preserving the molding meaning through careful process management.
Key Principles for Operation Sequencing
Progressive Refinement
Start with operations that remove large amounts of material, progressing to those that achieve final dimensions and surface finishes.
Datum First
Establish datum features early to provide reliable references for subsequent operations.
Internal Before External
Machine internal features (holes, cavities) before external surfaces when possible to avoid distortion.
Heat Treatment Placement
Position heat treatment after roughing and semi-finishing but before final finishing to account for distortion.
Critical Features Last
Machine critical features near the end of the process to minimize the chance of damage or distortion.
Similar Operations Grouping
Group similar operations to minimize setup changes and improve efficiency.
Operation division involves determining the scope of each individual operation. This can be done by considering factors such as tooling requirements, machine capabilities, and processing efficiency. Each operation should be clearly defined with specific objectives, tools, parameters, and quality requirements. By carefully considering the sequence and division of operations, manufacturers can ensure that each step contributes effectively to achieving the final part's molding meaning while maintaining efficiency and quality.
Determining appropriate machining allowances, process dimensions, and tolerances is essential for ensuring that finished mold parts meet design requirements while maintaining manufacturing feasibility. These parameters directly affect part quality, production efficiency, and cost. Proper calculation must consider the part's plastic injection molding meaning to ensure that critical features receive appropriate tolerances and allowances.
5.1 Machining Allowance Determination
Machining allowance is the amount of material removed from a surface during processing. It must be sufficient to ensure that defects from previous operations are removed while minimizing waste. The determination of appropriate allowances requires consideration of multiple factors, all balanced against the part's molding meaning to ensure functional requirements are met.
Figure 4: Typical machining allowances for different processing stages and material types
Factors Influencing Machining Allowance
Previous Surface Condition
Including roughness, waviness, and defects
Dimensional Accuracy of Previous Stage
Including shape and position errors
Material Properties
Including hardness, ductility, and structure
Processing Method Characteristics
Including achievable accuracy and surface finish
Part Geometry and Size
Larger parts typically require greater allowances
Heat Treatment Effects
Including distortion and scale formation
Machining allowances are typically specified as a range, with a minimum value to ensure defects are removed and a maximum value to minimize material waste. For mold components, allowances are often specified in millimeters, with roughing operations requiring 1-5mm, semi-finishing 0.5-2mm, and finishing operations 0.1-0.5mm. These values are adjusted based on the specific factors mentioned above, always with consideration for the part's molding meaning to ensure that critical surfaces receive adequate material for proper processing.
5.2 Process Dimensions and Tolerances Determination
Process dimensions are the intermediate sizes of a part at each manufacturing stage, while tolerances define the acceptable variation from these dimensions. Determining these parameters requires working backward from the final dimensions specified on the part drawing, accounting for machining allowances and process capabilities. This calculation must consider the molding meaning of each dimension to ensure that functional requirements are maintained throughout the manufacturing process.
Methods for Calculating Process Dimensions
Direct Method
Suitable for simple parts with a single processing direction. Final dimensions are adjusted by adding the appropriate machining allowance for each preceding stage.
Extremum Method (Worst-Case Calculation)
Considers the maximum and minimum possible values for each dimension, ensuring that even in worst-case scenarios, the final dimensions will be within tolerance. Provides high reliability but may result in overly tight intermediate tolerances.
Statistical Method
Uses statistical probability to determine intermediate tolerances, assuming that dimensional variations follow a normal distribution. Allows for more realistic tolerances and can reduce manufacturing costs while maintaining acceptable quality levels.
Tolerance allocation follows several principles: tighter tolerances should be assigned to later processing stages, critical features receive tighter tolerances than non-critical ones, and tolerances should match the capabilities of the processing equipment. The goal is to ensure that the cumulative effect of all process variations results in a finished part that meets the design requirements.
For mold components, common tolerance classes range from IT6 to IT11 (ISO system), with IT6 representing very tight tolerances (±0.006mm for a 100mm dimension) and IT11 representing more generous tolerances (±0.075mm for a 100mm dimension). The appropriate tolerance class depends on the feature's function and its relationship to other components in the mold assembly. By carefully determining process dimensions and tolerances that align with the part's molding meaning, manufacturers can balance quality requirements with production efficiency.
Selecting appropriate processing equipment—such as injection moulding machine—is crucial for achieving required part quality, maintaining production efficiency, and controlling manufacturing costs. The choice of equipment must match the processing requirements of the mold part while considering available resources and production volume. Equipment selection should be guided by the part's molding meaning to ensure that critical features can be processed with sufficient accuracy and repeatability.
Key Factors in Equipment Selection
Technical Capabilities
- Accuracy and repeatability
- Working envelope/size capacity
- Spindle speed and power
- Feed rates and axes movement
- Tool changing capabilities
Production Requirements
- Production volume and rate
- Batch size considerations
- Flexibility for design changes
- Integration with other processes
- Automation potential
Economic Factors
- Initial investment cost
- Operating and maintenance costs
- Tooling requirements and costs
- Energy consumption
- Return on investment period
Common Equipment for Mold Processing
| Equipment Type | Primary Applications | Key Capabilities | Typical Accuracy |
|---|---|---|---|
| CNC Milling Machines | Complex 3D shapes, flat surfaces, contours | 3-5 axes, high-speed machining, various tooling | ±0.001-0.01mm |
| CNC Lathes | Rotational parts, cylindrical surfaces | Turning, threading, boring, live tooling | ±0.001-0.005mm |
| Grinding Machines | Flat surfaces, cylindrical surfaces, precision finishes | Surface grinding, cylindrical grinding, centerless grinding | ±0.0001-0.001mm |
| EDM Machines | Complex shapes, hard materials, fine details | Wire EDM, sinker EDM, micro-EDM | ±0.0005-0.002mm |
| Spark Ero sion Machines | Cavities, complex contours in hardened materials | Shape duplication, fine surface finishes | ±0.001-0.005mm |
| Coordinate Measuring Machines | Dimensional inspection, quality control | 3D measurement, geometric tolerance verification | ±0.0001-0.001mm |
Modern mold manufacturing increasingly relies on computer numerical control (CNC) equipment for its precision, repeatability, and flexibility. CNC machines can be programmed to produce complex shapes with high accuracy, reducing the need for manual intervention and minimizing human error. This automation is particularly valuable for maintaining the precise dimensions that give mold parts their molding meaning.
Equipment selection should also consider future needs, such as potential increases in production volume or expansion into new part types. Investing in flexible equipment that can adapt to changing requirements can provide long-term benefits, even if it involves a higher initial investment. Ultimately, the selected equipment should provide the best balance of technical capability, production efficiency, and cost-effectiveness while ensuring that all critical features of the mold part can be produced to the required quality standards, preserving their essential molding meaning.
Examining practical examples from plastic injection molding companies of processing procedure formulation helps illustrate the application of the principles and methods discussed. These examples demonstrate how different mold components with varying requirements are processed, highlighting the importance of tailoring procedures to specific part characteristics and their molding meaning.
7.1 Soap Box Injection Mold Block Processing Procedure
Mold blocks are structural components that provide support and alignment in injection molds. For a soap box mold, these blocks must provide stable support while maintaining precise alignment between mold halves. The molding meaning of these blocks lies in their role as structural elements that ensure consistent part dimensions and mold longevity.
Part Specifications
- Material: S50C carbon steel
- Dimensions: 150mm × 100mm × 50mm
- Key features: Two mounting holes (Ø12mm), four guide pin holes (Ø10mm), flat supporting surfaces
- Surface finish: Ra 1.6μm on mating surfaces, Ra 3.2μm on other surfaces
- Tolerances: ±0.05mm on overall dimensions, positional tolerance of 0.03mm for holes
Processing Procedure
| Step | Operation | Equipment | Key Parameters | Quality Requirements |
|---|---|---|---|---|
| 1 | Blank selection | - | 155×105×55mm hot-rolled steel plate | No cracks or defects |
| 2 | Rough milling (six faces) | CNC milling machine | 1000rpm, 500mm/min feed | Leave 2-3mm allowance, flatness ≤0.3mm |
| 3 | Stress relief annealing | Heat treatment furnace | 650°C, 2 hours, furnace cooling | Hardness ≤180 HBW |
| 4 | Finish milling (基准面 A and B) | CNC milling machine | 2000rpm, 300mm/min feed | Flatness ≤0.05mm, Ra 1.6μm |
| 5 | Milling remaining faces | CNC milling machine | 2000rpm, 300mm/min feed | Dimensions to 150×100×50±0.05mm |
| 6 | Drilling and countersinking mounting holes | CNC drilling machine | 500rpm for drilling | Ø12mm +0.1/0mm, positional tolerance 0.03mm |
| 7 | Drilling and reaming guide pin holes | CNC drilling machine | 300rpm for reaming | Ø10mm H7 tolerance, Ra 1.6μm |
| 8 | Deburring | Hand tools | - | No sharp edges, 0.2-0.5mm chamfers |
| 9 | Surface treatment | Phosphating tank | Phosphating treatment | Uniform phosphate coating |
| 10 | Final inspection | Coordinate measuring machine | - | All dimensions per drawing requirements |
This procedure ensures that the mold block meets all dimensional and surface requirements while maintaining structural integrity. The sequence progresses from rough material removal to precise finishing, with heat treatment strategically placed to relieve stresses before final machining. Each step is designed to contribute to the block's molding meaning as a stable, accurately positioned structural component in the soap box injection mold.Optical Transceiver.
7.2 Guide Pin Processing Procedure
Guide pins are critical components that ensure precise alignment between mold halves during injection molding. Their dimensional accuracy and surface quality directly impact mold performance and part quality. The molding meaning of guide pins lies in their role as precision alignment elements that maintain consistent part dimensions and prevent mold damage during operation.Electronic shelf labels.
Part Specifications
- Material: SUJ2 bearing steel
- Dimensions: Ø20mm × 150mm, with 5mm diameter reduction at one end
- Key features: Precision ground bearing surface, chamfered ends, threaded section at reduced end
- Surface finish: Ra 0.4μm on bearing surface, Ra 1.6μm on other surfaces
- Tolerances: Ø20h6 (0/-0.013mm), straightness 0.01mm/m, roundness 0.003mm
- Hardness requirement: 58-62 HRC after heat treatment
- Related Hydraulic Spare Parts.
Processing Procedure
| Step | Operation | Equipment | Key Parameters | Quality Requirements |
|---|---|---|---|---|
| 1 | Blank selection | - | Ø25mm × 155mm hot-rolled bar | No cracks or defects |
| 2 | Rough turning | CNC lathe | 1000rpm, 0.3mm/rev feed | Turn to Ø22mm, leave 2mm allowance |
| 3 | Cutting to length | CNC lathe | 500rpm | 152mm length, +2mm for grinding |
| 4 | Heat treatment | Heat treatment furnace | 850°C quenching, 180°C tempering | 58-62 HRC, no cracking |
| 5 | Center hole processing | Lathe with center drill | 1500rpm | 60° center holes, depth 2mm |
| 6 | Cylindrical grinding | Cylindrical grinder | 30m/min grinding speed | Ø20.5mm, leave 0.5mm finishing allowance |
| 7 | Finish turning reduced end | CNC lathe | 2000rpm, 0.1mm/rev feed | Ø5mm, 20mm length |
| 8 | Thread cutting | CNC lathe with threading tool | 1000rpm, 1mm pitch | M5×1mm thread,符合ISO标准 |
| 9 | Finish cylindrical grinding | Precision cylindrical grinder | 40m/min grinding speed, fine grit wheel | Ø20h6, Ra 0.4μm, straightness 0.01mm/m |
| 10 | Chamfering | Grinder or hand tool | - | 2×45° chamfers on both ends |
| 11 | Polishing | Polishing machine | Various grit polishing compounds | Final surface finish Ra 0.4μm |
| 12 | Final inspection | Roundness tester, micrometer | - | All dimensions and tolerances verified |
This procedure emphasizes the precision requirements of guide pins, with multiple grinding operations to achieve the required dimensional accuracy and surface finish. Heat treatment is applied after rough machining to achieve the necessary hardness, with subsequent processing accounting for the material's increased hardness. The sequence ensures that the guide pin can fulfill its molding meaning by providing precise alignment in the mold assembly, contributing to consistent part quality and long mold life.Related Lithium Battery Manufacturing.